

Product Overview
PP and PVC welding rod — the filler material that fuses with the parent sheet or pipe during hot air welding to create a continuous, leak-tight joint. Color-matched to our PP and PVC sheet and pipe materials: beige (natural PP), grey (industrial PP), dark grey (PP with carbon black for UV stability), and white (PVC). Available in 3 mm, 4 mm, and 6 mm diameters — 3 mm for thin sheet (3-5 mm) and detailed work, 4 mm for general fabrication (5-10 mm sheet), 6 mm for heavy plate (10 mm+) and high-deposition-rate production welding. Each rod is produced from the same virgin PP or PVC resin as our sheet material — ensuring identical melt temperature, chemical resistance, and mechanical properties between the parent material and the weld filler. A weld made with matching rod and sheet material has mechanical properties approaching the original sheet — a weld made with a different material composition does not.
| Material | Virgin PP (beige, grey, dark grey) or PVC (white) — same resin as Xicheng PP/PVC sheet. Traceable batch, no regrind, no recycled content |
| Diameters | 3 mm (thin sheet, detail work), 4 mm (general fabrication), 6 mm (heavy plate, high-deposition rate) |
| Color matching | Beige — natural PP, general fabrication. Grey — industrial PP, dark equipment. Dark grey — UV-stabilized PP, outdoor. White — PVC fabrication |
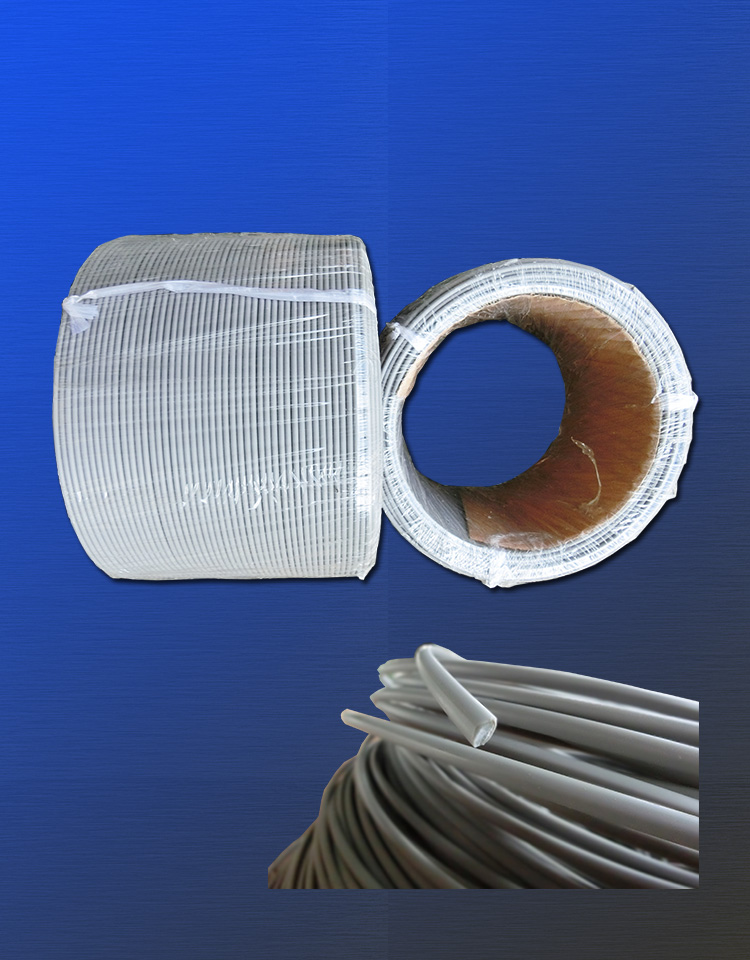
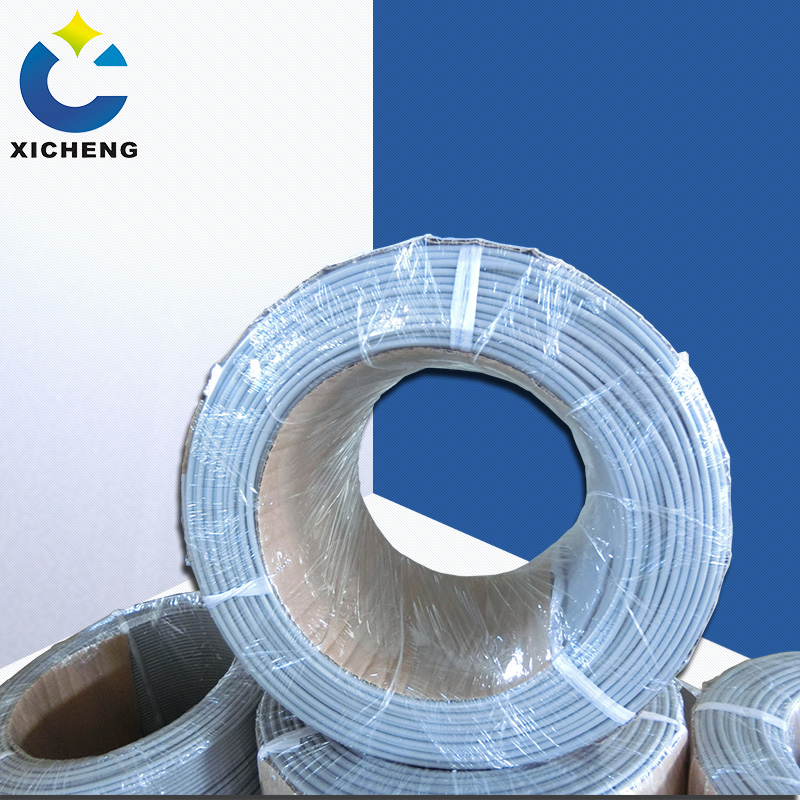
| Form | Round cross-section rod — consistent diameter for steady feed rate through the welder’s hand |
| Packaging | 5 kg or 10 kg coils; 1 meter straight lengths available |
| Compatibility | For use with hot air welding torches (XC-17) and extrusion welders |
| Lead time | 3-7 days |
Why the Welding Rod Makes or Breaks the Weld
Hot air welding fuses three things: the two pieces of parent material being joined, and the welding rod that fills the joint. If the rod is not the same material as the parent — truly the same resin grade, not just the same polymer name — the joint will never achieve full strength. “PP” is not one material — different PP grades have different melt flow rates, different additive packages, and different molecular weights. A welding rod made from a different PP grade than the sheet may melt at a different temperature, flow differently into the joint, and produce a weld with different chemical resistance than the parent material. The DVS 2207 technical code for thermoplastic welding specifies that welding filler material must be of the same polymer type and compatible melt flow range as the parent material — a requirement that generic “PP” rod from a different resin source may not satisfy:
- Same resin, same melt, same strength. Our welding rod is extruded from the same virgin PP or PVC resin batch used to produce our PP and PVC sheet. The melt temperature is identical — the rod begins to soften and flow at exactly the same temperature as the parent sheet, so the operator doesn’t need to compensate for different melting characteristics between rod and sheet. The chemical resistance is identical — the weld zone has the same acid, alkali, and solvent resistance as the tank or duct wall it joins. The color is identical — the weld bead blends with the parent material rather than standing out as a visible mismatch.
- Diameter selection — match rod to sheet thickness. Using a 6 mm rod on 3 mm sheet overheats the thin sheet before the thick rod is adequately melted — the sheet scorches while the rod is still cold. Using a 3 mm rod on 15 mm plate requires multiple passes and excessive welding time — the small rod doesn’t deliver enough molten material per pass to fill the joint efficiently. The general rule: rod diameter should be approximately equal to or slightly less than the sheet thickness. 3 mm rod for 3-5 mm sheet. 4 mm rod for 5-10 mm sheet — this is the most commonly used combination in industrial fabrication. 6 mm rod for 10 mm+ plate, large tanks, and high-deposition-rate production where welding speed matters.
- Color matters for more than appearance. Beige PP rod on grey PP sheet produces a visible beige weld line — not a structural problem but aesthetically noticeable and potentially a concern for clients who expect a uniform appearance. Grey rod on grey sheet blends — the weld is nearly invisible. Dark grey (carbon black) rod is for outdoor UV-stabilized PP — the carbon black provides UV protection that matches UV-stabilized sheet. PVC welding rod is white — matching standard PVC sheet color. Using the right color rod shows attention to fabrication quality — and for food-grade, pharmaceutical, or visible architectural installations, it matters.
Why Xicheng
16 years, 2600+ systems shipped worldwide. We produce the sheet and the rod from the same resin. When you buy PP welding rod from Xicheng to weld Xicheng PP sheet, you’re using filler material that is chemically and mechanically identical to the parent material — not “PP” from a different manufacturer with a different formulation:
- Rod and sheet from the same resin batch. This is the quality differentiator. Generic welding rod is made from whatever PP resin is available — the melt temperature may be close enough to work, but the chemical resistance and mechanical properties may differ from your sheet material. Over time, differential chemical attack or thermal expansion between the weld and the parent material can cause the weld to fail — not because the weld was poorly made, but because the rod and sheet were different materials wearing the same name. Our rod and sheet are the same material — verified by resin batch traceability.
- Round cross-section, consistent diameter — feeds smoothly. Welding rod that varies in diameter (oval cross-section, thickness variation along the length) feeds unevenly through the welder’s hand — the operator must constantly adjust feed rate to compensate, making consistent weld quality harder to maintain. Our rod is extruded through a precision die that maintains diameter within ±0.1 mm — the rod feeds at a constant rate, the melt pool stays consistent, and the weld bead is uniform.
- No voids, no contamination — rod integrity verified. A void inside the welding rod (a bubble trapped during extrusion) creates a discontinuity in the weld bead — the operator may not see it, but the void becomes a leak path or a stress concentration. Our rod extrusion process is controlled to eliminate internal voids, and rod cross-sections are periodically sectioned and inspected for internal quality. The rod surface is clean — no dust, no oil, no contamination that would introduce impurities into the weld.
Tell us your sheet material and color when ordering to xicheng023@outlook.com. We’ll supply the matching rod. WhatsApp: +86 18927456906.
Core Advantages
- Same Resin as Xicheng PP/PVC Sheet: Identical melt temperature, chemical resistance, and mechanical properties — rod and parent material are truly the same material.
- Color-Matched to Sheet: Beige, grey, dark grey (UV), white — weld bead blends with parent material. No visible mismatch.
- 3 Diameters for Sheet 3-15mm+: 3 mm for thin/detail, 4 mm for general fabrication, 6 mm for heavy plate and high-deposition-rate production.
- Precision Extrusion ±0.1mm: Consistent diameter for steady feed rate and uniform weld bead — no diameter variation to compensate for.
- No Regrind, No Recycled, No Voids: Virgin resin, traceable batch, void-free extrusion — no contamination, no internal defects in the weld.
Key Specifications
| Material | Virgin PP (beige / grey / dark grey) or PVC (white) — same resin as Xicheng sheet |
| Diameter | 3 mm / 4 mm / 6 mm — round cross-section, ±0.1 mm tolerance |
| Color | Beige (natural PP), Grey (industrial PP), Dark Grey (UV PP), White (PVC) |
| Form | Coil (5 kg / 10 kg) or 1 m straight lengths |
| Welding Temperature | PP: 220-280degC | PVC: 200-250degC — matches parent material |
| Compatible Tools | XC-17 hot air welding torch; extrusion welders |
| Storage | Keep sealed in original packaging; protect from dust and UV exposure |
| Brand / Origin | Xicheng / China |
Certifications and Compliance
- CE Certified
- RoHS Compliant – PP and PVC materials
- ISO 9001 – Quality Management System
- SGS Tested – PP/PVC material properties, dimensional accuracy, void-free extrusion
How to Order
- You send – Material (PP/PVC), color, diameter, quantity (kg or meters), form (coil/straight length)
- We confirm – Stock availability, lead time, pricing
- We ship – 3-7 days
Contact xicheng023@outlook.com or WhatsApp +86 18927456906 — quotation within 24 hours.
Complete Your System
- Plastic Welding Torch XC-17 – Hot air welding torch for rod application
- Plastic Butt Welding Machine – Automated butt welding for sheet and pipe
- PP Electroplating Tank – Welded tank fabrication
- PP Round Duct – Welded duct fabrication
FAQ
Which rod diameter should I use for my application?
3 mm rod for sheet thickness 3-5 mm — thin sheet, detail work, small fittings. 4 mm rod for sheet 5-10 mm — general industrial fabrication, tank walls, duct sections. 6 mm rod for sheet 10 mm+ — heavy plate, large tanks, production welding where speed and deposition rate matter. The rod diameter should be approximately equal to or slightly less than the sheet thickness. Using a rod too thick for thin sheet overheats the sheet; using a rod too thin for thick plate wastes time on excessive passes.
Can I use the same rod for PP and PVC?
No — PP rod must be used on PP sheet, PVC rod on PVC sheet. The two materials have different melt temperatures (PP 220-280degC, PVC 200-250degC) and different chemical compositions — they do not fuse to each other. Using PP rod on PVC sheet produces a cosmetic bead with zero structural strength. Using PVC rod on PP sheet burns the PVC (PVC degrades at PP welding temperature). Always match rod material to parent material.
How should I store welding rod?
Keep in original sealed packaging until use. Store in a clean, dry area away from direct sunlight (UV degrades PP over time) and away from chemicals that could contaminate the rod surface. Rod that has been exposed to dust or oil should not be used — surface contamination becomes weld contamination. If rod has been stored for an extended period (over 12 months), test-weld a sample before using on production work to verify weld quality.