

Product Overview
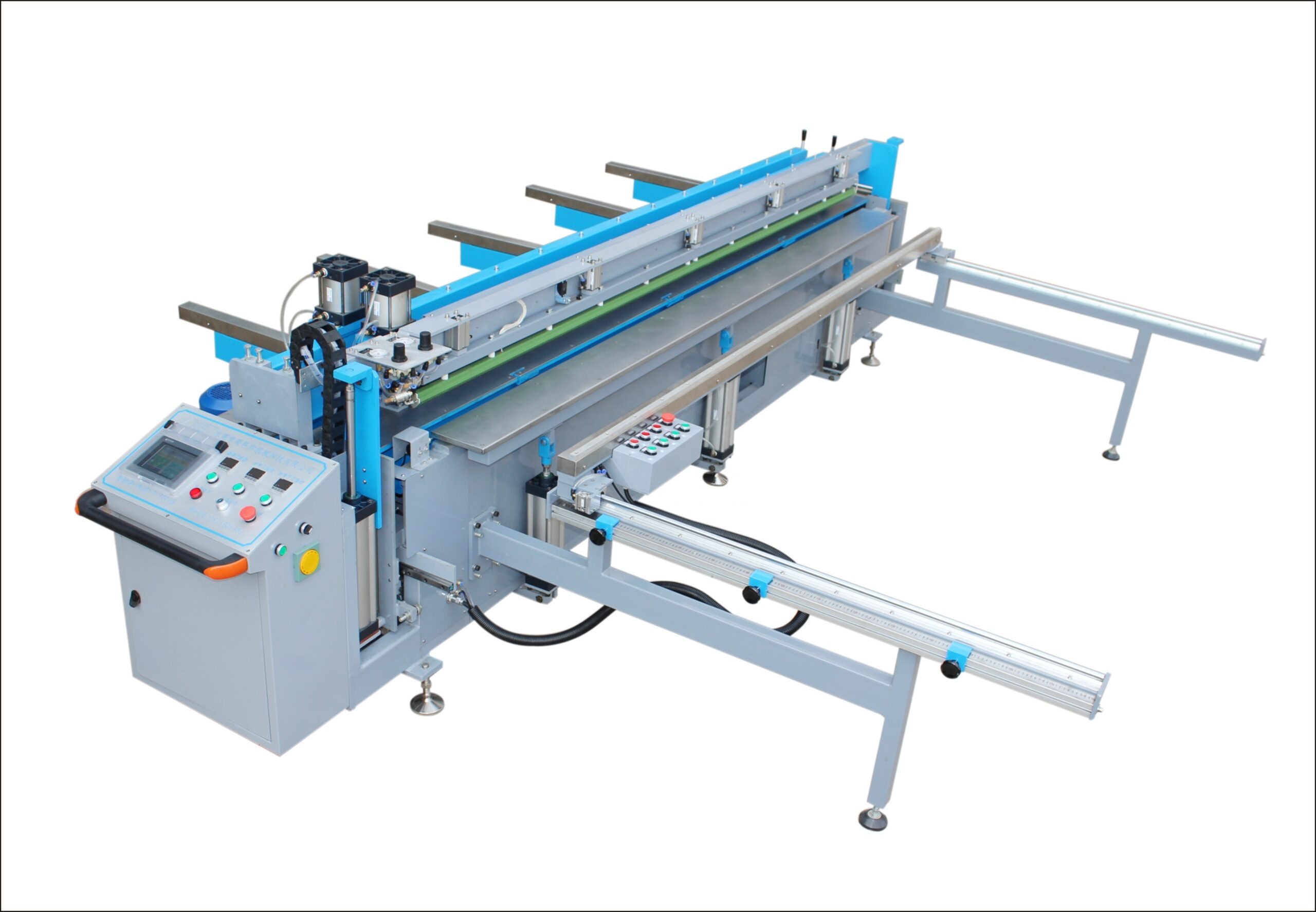
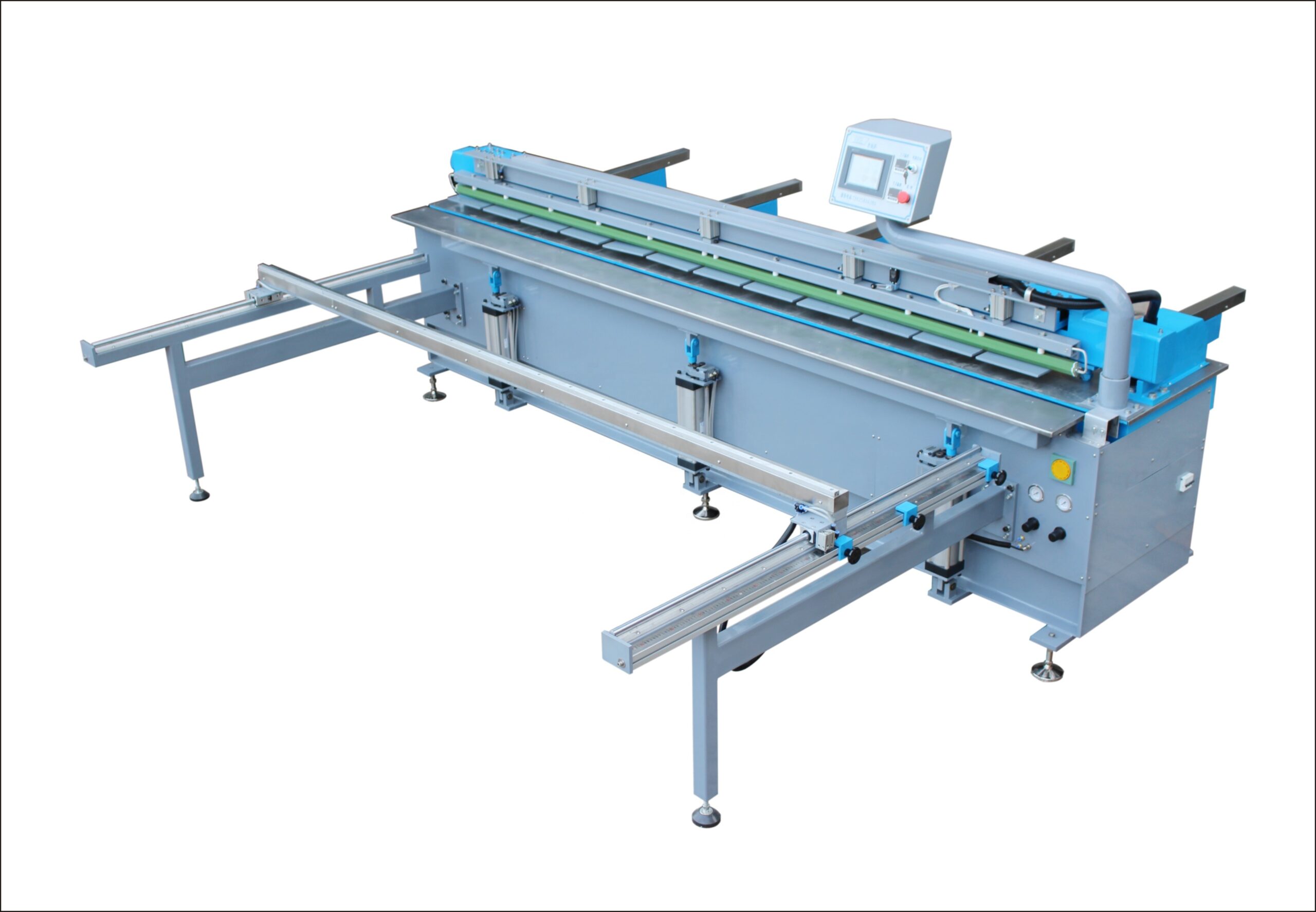
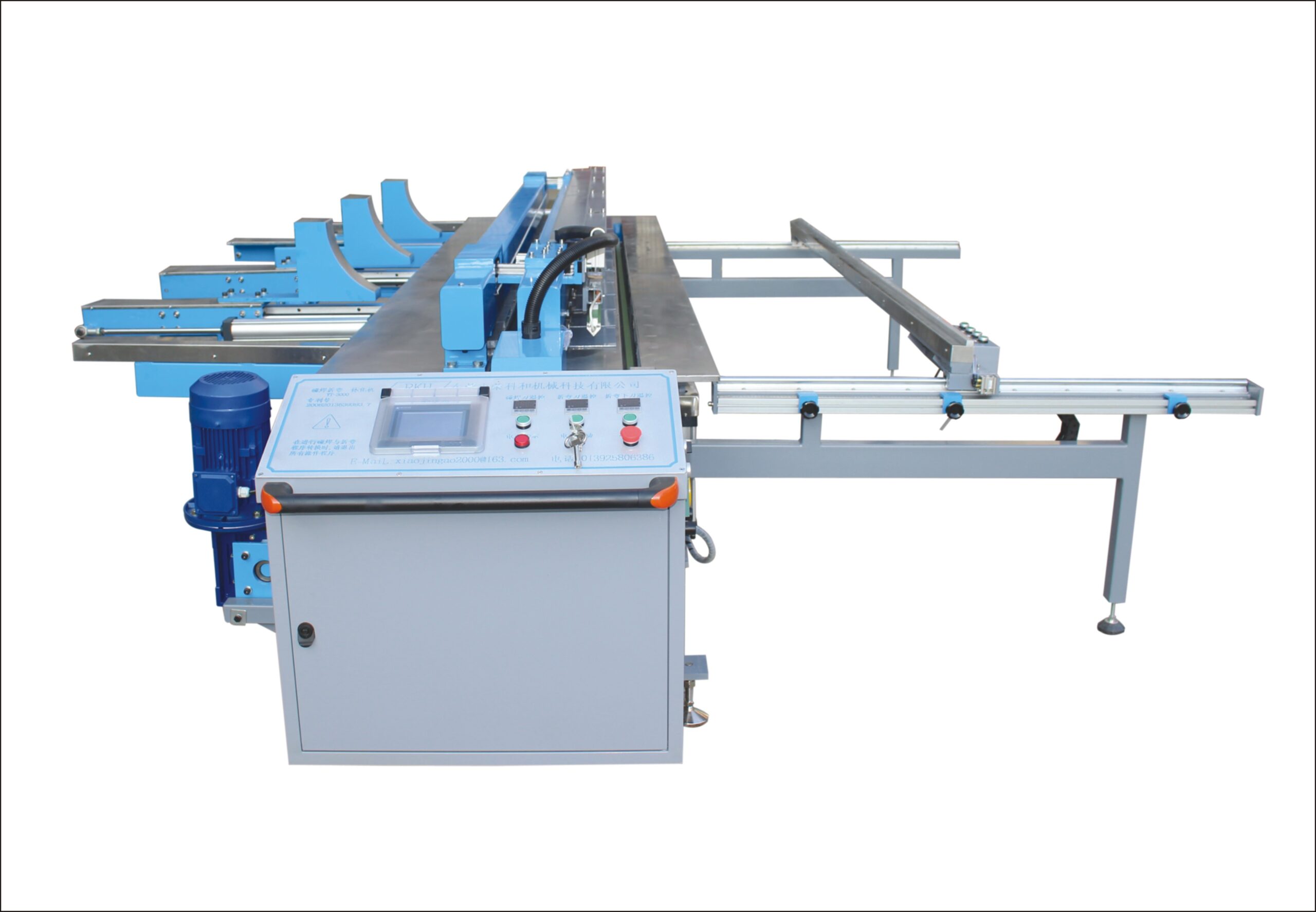
Automated plastic butt welding and bending machine for PP, PVC, PE, HDPE, and PVDF sheet fabrication — combining precision hot-plate butt welding with CNC-controlled sheet bending in a single machine platform. Unlike manual hot-air welding where the operator controls every variable (torch angle, rod feed rate, travel speed), the automated butt welding machine controls all parameters electronically: heating plate temperature, welding pressure, heating time, cooling time under pressure, and carriage travel speed. The result is repeatable, documented weld quality across every joint — essential for pressure vessels, chemical tanks, and critical ductwork where weld consistency directly affects system safety and regulatory compliance.
| Application | Automated butt welding and bending of PP, PVC, PE, HDPE, PVDF sheet — tank fabrication, duct assembly, chemical vessel construction, pipe flange welding, sheet bending for rectangular duct and tank corners |
| Welding method | Hot-plate butt welding — heated plate melts both sheet edges simultaneously; plates retract; edges pressed together under controlled pressure; joint cools under pressure to form continuous fused seam |
| Bending method | CNC-controlled hot-blade bending — heated blade positioned at bend line; sheet softens along line; pneumatic or hydraulic bending arm folds sheet to programmed angle; cools to retain shape |
| Materials | PP, PVC, PE, HDPE, PVDF — sheet thickness 3-40 mm depending on machine model |
| Control | CNC controller — programmable weld/bend parameters stored per material type and thickness |
| Lead time | 15-30 days |
Manual Welding vs Automated Butt Welding: When Consistency Matters
A skilled manual welder produces excellent welds — but no two welds are identical. Hand speed varies. Rod feed rate varies. The welder’s attention varies over an 8-hour shift. For most industrial fabrication, manual welding quality is entirely adequate — a tank wall weld that’s 95% as strong as the parent material is still strong enough. But for pressure-containing vessels, chemically critical containment, or high-volume production where every joint must meet a documented quality standard, automated butt welding provides consistency that manual welding cannot:
- Hot-plate welding produces a full-thickness fused joint in one operation. The heating plate — a PTFE-coated aluminum plate heated to the material’s melt temperature — is positioned between the two sheet edges to be joined. Both edges are pressed against the hot plate simultaneously until the surface layer reaches melt temperature. The plate retracts, and the two molten edges are pressed together under controlled pressure. The joint cools under pressure — the two sheets fuse across the entire cross-section. The result is a joint with strength approaching the parent material, achieved in minutes regardless of sheet length. No welding rod, no multiple passes, no operator technique variation. This meets EU Industrial Emissions Directive requirements for documented weld quality in chemical containment applications.
- Programmable parameters — weld to the material, not to the operator. Each thermoplastic has an optimal combination of: heating plate temperature (PP 220-240degC, PVC 200-220degC, PE 210-230degC, PVDF 240-260degC), heating time (seconds per mm of sheet thickness), welding pressure (MPa at the joint interface), and cooling time under pressure (minimum time before releasing clamping pressure). The CNC controller stores these parameters as material-specific programs — the operator selects the material and thickness, and the machine executes the weld with consistent parameters every time. This eliminates the most common automated welding problem: using PP parameters on PVC because the operator forgot to change the settings.
- Hot-blade bending replaces corner welding. Rectangular duct and tank corners are traditionally fabricated by welding two separate sheets at a 90-degree corner — two longitudinal welds per corner. Hot-blade bending folds a single sheet: a heated blade positioned on the bend line softens the material along a precise line, and a pneumatic bending arm folds the sheet to the programmed angle (typically 90deg). The result is a continuous corner with no weld — no leak path, no stress concentration, and a smooth internal radius that improves airflow (for duct) or drainage (for tanks). This eliminates the most labor-intensive welds in rectangular fabrication.
Why Xicheng
16 years, 2600+ systems shipped worldwide. We use these machines in our own fabrication shop to build the tanks, ductwork, and scrubbers that we sell. The machine we offer is the machine we use — proven in daily production, not tested in a lab:
- Production-tested, not catalog-engineered. Our fabrication shop runs these machines every day — welding PP tank panels, bending PVC duct corners, and fusing PE pipe flanges. The machine’s design reflects real production experience: the heating plate is sized for common sheet dimensions (not an odd size that wastes material), the bending arm has adequate travel for full 90-degree folds on maximum sheet width, and the control interface is designed for production operators (not engineers — simple material/thickness selection, start button, done).
- Material programs pre-loaded for our sheet. The CNC controller arrives with welding and bending parameters pre-programmed for Xicheng PP, PVC, and PE sheet in standard thicknesses. No trial-and-error parameter development — the machine is ready to weld our material from day one. For other manufacturers’ sheet, the parameters can be adjusted and stored as custom programs.
- CNC bending replaces four welded corners with one folded sheet. A rectangular tank or duct section traditionally requires: four separate wall panels, four vertical corner welds (each weld 1-2 meters long depending on tank height), and inspection of each weld. Hot-blade bending produces the same tank from two sheets: one sheet folded into a U-shape (two 90-degree bends), and one flat sheet welded to the open side (two welds instead of four). The bends are continuous — no weld, no leak path, no inspection required. Production time and weld inspection cost are both reduced.
Send your sheet material, thickness, and production requirements to xicheng023@outlook.com. We’ll recommend the right machine configuration and provide a quotation. WhatsApp: +86 18927456906.
Core Advantages
- Automated Consistency — Every Joint the Same: CNC-controlled temperature, time, and pressure produce weld quality that manual welding cannot replicate across hundreds of joints.
- Hot-Plate Welding — Full Cross-Section Fusion: Both sheet edges melted simultaneously, pressed together, cooled under pressure — joint strength approaching parent material.
- Hot-Blade Bending — Eliminates Corner Welds: One folded sheet replaces two welded panels — continuous corner with no weld, no leak path, smooth internal radius.
- Pre-Loaded Material Programs: PP, PVC, PE parameters for Xicheng sheet pre-programmed — production-ready from day one.
- Reduce Production Time AND Weld Inspection: Fewer welds per tank or duct section means less welding time AND less inspection — both cost reductions compound.
Key Specifications
| Welding Method | Hot-plate butt welding — automated, CNC-controlled |
| Bending Method | Hot-blade bending — CNC-controlled, pneumatic/hydraulic fold arm |
| Materials | PP, PVC, PE, HDPE, PVDF |
| Sheet Thickness | 3-40 mm (machine model dependent) |
| Heating Plate | PTFE-coated aluminum — non-stick surface, even heat distribution |
| Control | CNC with pre-loaded material-specific weld/bend programs |
| Welding Pressure | Pneumatically controlled — adjustable per material specification |
| Brand / Origin | Xicheng / China |
Certifications and Compliance
- CE Certified – Butt Welding & Bending Machine
- ISO 9001 – Quality Management System
- SGS Tested – Weld joint tensile testing, bend angle accuracy, control system verification
- Design Compliance – Weld quality meets EU Industrial Emissions Directive (2010/75/EU) chemical containment fabrication standards
How to Order
- You send – Primary materials and sheet thickness range to be welded/bent, maximum sheet dimensions, production volume (pieces per day)
- We recommend – Machine model, heating plate size, bending arm configuration, and pricing
- We build – 15-30 days. Tested with your specified materials before shipment
Contact xicheng023@outlook.com or WhatsApp +86 18927456906 — quotation within 24 hours.
Complete Your System
- Plastic Welding Torch XC-17 – Manual hot air welding for detail and field work
- PP PVC Welding Rod – Welding rod for manual and extrusion welding
- PP Electroplating Tank – Fabricated tank application
FAQ
Hot-plate butt welding or manual hot-air welding — which should I use?
Manual hot-air welding: for low-volume fabrication, field installation, repair work, and applications where weld quality requirements are met by skilled manual welding. Lower equipment cost, higher labor cost per weld. Automated butt welding: for production fabrication, pressure-containing vessels, chemically critical containment, and applications requiring documented, repeatable weld quality. Higher equipment cost, lower labor cost per weld, produces documentation for quality assurance.
What is the maximum sheet thickness the machine can weld?
Standard models handle 3-30 mm sheet thickness. Heavy-duty models handle up to 40 mm. For sheet thickness above 40 mm (unusual — most industrial PP fabrication uses 5-15 mm), multiple welding passes or a specialized heavy-plate machine may be required. Contact us with your specification.
Can the machine weld different materials without changing settings?
No — each material requires specific temperature, time, and pressure parameters. The CNC controller stores these as material-specific programs that the operator selects. Switching from PP to PVC requires selecting the PVC program — different heating temperature (PVC 200-220degC vs PP 220-240degC), different heating time, and different welding pressure. The machine prevents cross-contamination between materials — the PTFE-coated heating plate is cleaned between material changes.