


Product Overview
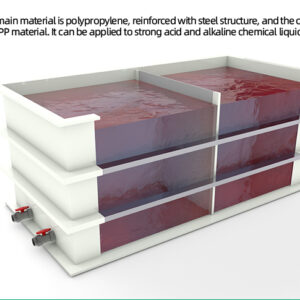
PP acid pickling tank for industrial metal surface treatment — designed to contain aggressive acid solutions (HCl, H2SO4, HNO3, HF, or mixed acids) at elevated temperatures (typically 25-60degC) while metal workpieces are immersed for scale removal, rust stripping, and surface activation. Unlike a chemical storage tank that holds a static liquid at ambient temperature, a pickling tank must handle: the acid solution at process temperature (often heated), the weight and impact of metal workpieces being loaded and unloaded, chemical attack from the acid AND dissolved metal ions (which can accelerate corrosion), and thermal cycling as the tank heats up for production and cools during shutdown. The PP construction provides broad acid resistance, while the tank’s wall thickness and reinforcement are engineered for the combined chemical, thermal, and mechanical loads of production use.
| Application | Metal pickling and surface preparation — acid descaling, rust removal, surface activation before plating or coating, chemical milling, metal cleaning |
| Material | Virgin PP sheet — hot-gas welded. PP handles HCl, H2SO4 (to 90%), HNO3 (to 30%), HF (to 60%), and mixed acid pickling solutions at ≤60degC |
| Acid types resisted | Hydrochloric (HCl), sulfuric (H2SO4), nitric (HNO3), hydrofluoric (HF), phosphoric (H3PO4), and mixed acid formulations |
| Capacity | 50-5,000 liters standard; larger custom. Sized for your workpiece dimensions and production volume |
| Temperature | PP: ≤60degC continuous acid contact; FRP: ≤80degC for high-temperature pickling |
| Configuration | Open-top rectangular — designed for overhead crane or hoist loading of workpieces; optional lids for fume control |
| Reinforcement | External PP ribs + top rim flange — resists wall deflection from hydrostatic pressure plus workpiece impact |
| Lead time | 15-25 days |
Pickling Tank vs Storage Tank: The Production Difference
A chemical storage tank holds liquid. A pickling tank holds liquid AND workpieces — and the workpieces change everything about how the tank is loaded, stressed, and maintained:
- Workpiece loading — impact and abrasion. Steel workpieces lowered into an acid tank by crane or hoist can strike the tank walls. A 50 kg steel plate swinging slightly as it enters the tank imparts far more localized force than hydrostatic pressure alone. Our pickling tanks incorporate: a thicker base plate (to absorb workpiece impact when set down), internal wear strips on the walls at the loading zone (sacrificial PP strips that take the abrasion from workpieces rubbing against the wall), and a reinforced top rim that resists deformation if a crane hook or chain drags across it.
- Dissolved metals change the corrosion environment. As steel is pickled, iron dissolves into the acid — a fresh 15% HCl pickling bath accumulates FeCl2 as it’s used. The dissolved metal ions can: increase the solution density (higher hydrostatic load), change the corrosion characteristics of the acid toward PP (generally not significant for PP, but verified), and form sludge at the tank bottom as the bath ages. Our pickling tanks include a sloped bottom or sludge sump that collects precipitated metal salts for periodic removal without draining the entire tank.
- Heating — integrated or external. Many pickling processes require heated acid for faster reaction rates — typically 40-60degC for HCl pickling, 60-80degC for H2SO4 pickling. PP tanks can accommodate: external electric heating pads bonded to the tank exterior (no penetration of the tank wall, no leak path), PP-encapsulated immersion heaters suspended in the bath (thermostatically controlled, replaceable without draining), or external heat exchangers circulating the acid through a PP or PVDF heat exchanger. The heating method must be specified at the design stage — we’ll recommend based on your acid type, operating temperature, and production duty cycle.
- Fume management. Heated acid solutions generate fumes — HCl pickling produces HCl gas, H2SO4 pickling produces acid mist. Open-top pickling tanks require: a ventilation hood or lip extraction system to capture fumes at the tank surface, and a tank room ventilation system to handle fugitive emissions. Our pickling tanks can include integral lip extraction ducting — a PP extraction slot welded around the tank perimeter that connects to the plant exhaust system. For fume extraction design, see our Wet Scrubber System and PP/FRP Centrifugal Fan pages.
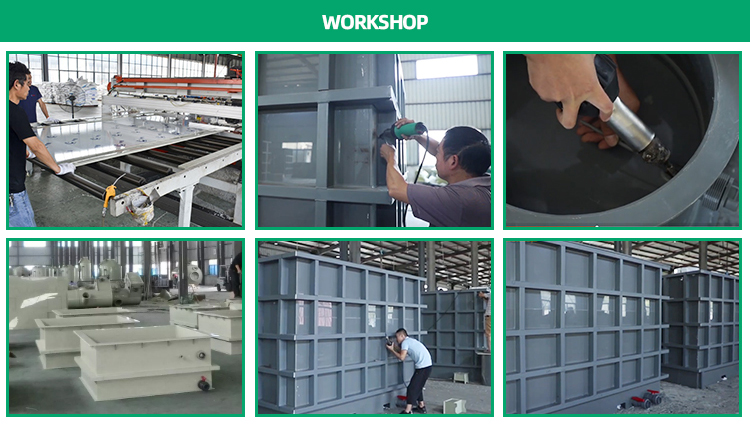
Why Xicheng
16 years, 2600+ systems shipped worldwide. A pickling tank that fails in production means: the production line stops, the acid bath (potentially thousands of liters) must be contained and disposed of, the work area must be decontaminated, and the tank must be replaced. The cost of tank failure far exceeds the cost of the tank:
- Pickling-specific design, not adapted storage tanks. Our pickling tanks include features that chemical storage tanks do not need: reinforced base for workpiece impact, internal wear strips at loading zones, sloped bottom or sludge sump for metal salt collection, top rim reinforcement for crane access, integral lip extraction for fume control. These are not optional extras — they’re what makes a pickling tank functional for production. A standard rectangular storage tank used for pickling will fail prematurely because it was not designed for the combined chemical + mechanical + thermal load of production service.
- Heating integration designed, not improvised. Adding heat to an acid tank after fabrication is the most common cause of premature tank failure — the heating element is installed through a hole drilled in the tank wall, the penetration is sealed with a gasket that the acid eventually attacks, and the leak goes unnoticed until the acid has damaged the tank support structure or building floor. Our heating integration is designed into the tank from the start: external heating with no penetrations, or immersion heaters with PP-compatible mounting flanges and chemically resistant gaskets (FKM or PTFE) that are accessible for inspection and replacement.
- Material verified for YOUR acid at YOUR temperature. The same PP that handles 15% HCl at 40degC for carbon steel pickling may not be suitable for 98% H2SO4 at 25degC for stainless steel pickling — not because PP fails, but because the combination of concentration and temperature exceeds PP’s chemical resistance window. We verify your specific acid type, concentration, and operating temperature against PP chemical resistance data before designing the tank. If PP is not suitable for your conditions, we’ll tell you and recommend FRP or PPS.
Send your pickling process details to xicheng023@outlook.com. We’ll design the tank for your specific acid, temperature, and production requirements. WhatsApp: +86 18927456906.
Core Advantages
- Designed for Production, Not Just Storage: Reinforced base for workpiece impact, internal wear strips, sludge sump, top rim reinforcement — features a storage tank doesn’t have.
- Material Verified for Your Acid at Process Temperature: PP compatibility checked against your specific acid type, concentration, and operating temperature — before design begins.
- Heating Integration Designed In, Not Added Later: External heat (no penetrations) or immersion heaters with PP-compatible flanges and accessible gaskets.
- Lip Extraction for Fume Control: Integral PP extraction slot around the tank perimeter — captures acid fumes at the source before they enter the work area.
- Sloped Bottom or Sludge Sump: Collects precipitated metal salts for periodic removal without full tank drainage and acid disposal.
Key Specifications
| Material | Virgin PP sheet — hot-gas welded. FRP for high-temperature pickling |
| Acid Types | HCl, H2SO4, HNO3 (to 30%), HF (to 60%), H3PO4, mixed acids — verified per application |
| Capacity | 50-5,000 liters standard; larger custom |
| Configuration | Open-top rectangular; optional lid for fume containment |
| Acid Temperature | PP: ≤60degC; FRP: ≤80degC |
| Base | Reinforced for workpiece impact; sloped or sump for sludge collection |
| Wall Protection | Internal sacrificial PP wear strips at loading zones |
| Fume Extraction | Integral PP lip extraction slot — perimeter or one-sided |
| Service Life | 8-12 Years (acid and temperature dependent) |
| Brand / Origin | Xicheng / China |
Certifications and Compliance
- CE Certified – Pickling Tank
- RoHS Compliant – PP material
- ISO 9001 – Quality Management System
- ISO 14001 – Environmental Management System
- SGS Tested – PP chemical resistance, weld integrity, base impact testing
- Design Compliance – Tanks designed to meet EU Industrial Emissions Directive (2010/75/EU) surface treatment requirements
How to Order
- You send – Acid type, concentration, and operating temperature; workpiece dimensions and maximum weight; required bath volume; heating method preference; fume extraction requirements
- We verify – PP compatibility with your acid at process temperature
- We design – Tank dimensions, wall thickness and reinforcement, base design, heating integration, fume extraction, and pricing
- You approve – Tank drawing and specification
- We fabricate – 15-25 days
Contact xicheng023@outlook.com or WhatsApp +86 18927456906 — design and quotation within 24 hours.
Complete Your System
- PP Electroplating Tank – Plating and anodizing process tanks
- PP Chemical & Acid Storage Tank – Bulk acid storage for pickling bath make-up
- Wet Scrubber System – Acid fume scrubbing for pickling tank ventilation
- PP Centrifugal Fan – Corrosion-resistant exhaust fan
FAQ
Which acid concentration can a PP pickling tank handle?
PP handles most common pickling acids at their standard process concentrations: HCl to 20% at 40-60degC (carbon steel pickling), H2SO4 to 20% at 60-80degC (stainless steel pickling), HNO3 to 30% at 25degC (stainless passivation), HF to 10% at 25degC (specialty alloy pickling — HF requires specific material verification), H3PO4 to 85% at 25degC (rust removal and surface activation). Mixed acids (HCl + HNO3 for stainless pickling, HCl + HF for titanium pickling) require specific verification — the mixture may behave differently than individual components. Send us your exact bath chemistry.
How do I heat the pickling bath?
Three common methods: external electric heating pads (bonded to tank exterior — no wall penetration, even heating, limited to approximately 60degC for PP), PP-encapsulated immersion heaters (suspended directly in the acid — faster heat-up, replaceable without draining, requires compatible heater sheath material), or external circulation through a heat exchanger (pump draws acid from the tank, through a PP/PVDF/PTFE heat exchanger, and returns heated acid to the tank — best temperature control, keeps heater out of the tank entirely). We’ll recommend based on your acid type and operating temperature.
How long does a PP pickling tank last compared to a steel tank with acid-resistant lining?
A steel tank with an acid-resistant lining (rubber, PVDF, or PTFE sheet lining) relies on the lining integrity — one pinhole or seam failure in the lining exposes the steel substrate to acid, and the tank fails from the inside out. Lined steel tanks in pickling service typically require re-lining every 3-5 years. A solid PP tank has no lining to fail — the entire wall thickness is acid-resistant. PP pickling tanks in continuous production service typically last 8-12 years. When a PP tank does eventually need replacement, the entire tank is replaced — there is no lining to strip and re-apply, no steel substrate to inspect for corrosion, and no question about whether the tank is safe to return to service.