

The Upper Limit of One-Piece Manufacturing
DN600 to DN1000 is the ceiling of what most manufacturers can produce as a single injection-molded piece. Above DN600, extruded pipe is generally unavailable, and the industry standard becomes fabrication — rolling PP sheet and welding a longitudinal seam. That seam is a weak point. Our injection molding capability to DN1000 eliminates it entirely: one continuous piece of PP from end to end, with identical wall thickness and mechanical properties at every point on the circumference. For systems moving 10,000 to 78,000 m3/h through a single duct, that integrity is not optional — it’s the difference between a duct that performs for 15 years and one that develops leaks at the weld within 5.
See our PP Round Duct main product page for complete manufacturing specifications and material options.
DN600-DN1000 Capacity Table
| DN | Airflow at 10 m/s | Airflow at 14 m/s | Typical Application |
|---|---|---|---|
| DN600 | 10,170 m3/h | 14,240 m3/h | Large factory main, central scrubber (single), semiconductor sub-fab exhaust |
| DN700 | 13,850 m3/h | 19,390 m3/h | Chemical plant process area main, multi-floor building exhaust riser |
| DN800 | 18,090 m3/h | 25,330 m3/h | Central exhaust for large factory, multiple-scrubber manifold header |
| DN900 | 22,900 m3/h | 32,060 m3/h | Steel mill sinter plant exhaust, power plant FGD inlet duct |
| DN1000 | 28,260 m3/h | 39,570 m3/h | Maximum single-duct capacity at standard velocity. Central waste gas treatment plant main header. |
For air volumes above 40,000 m3/h, either parallel multiple DN1000 ducts or fabricated diameters above DN1000. See our Round Duct DN1000-DN1500 page for fabricated large-diameter options.
Injection-Molded vs Fabricated: The Large-Diameter Decision
At DN600 and above, you have a choice: injection-molded seamless or fabricated with a longitudinal weld. The cost difference favors fabrication — but the lifecycle difference favors molding:
| Factor | Injection Molded (to DN1000) | Sheet Fabricated (any diameter) |
|---|---|---|
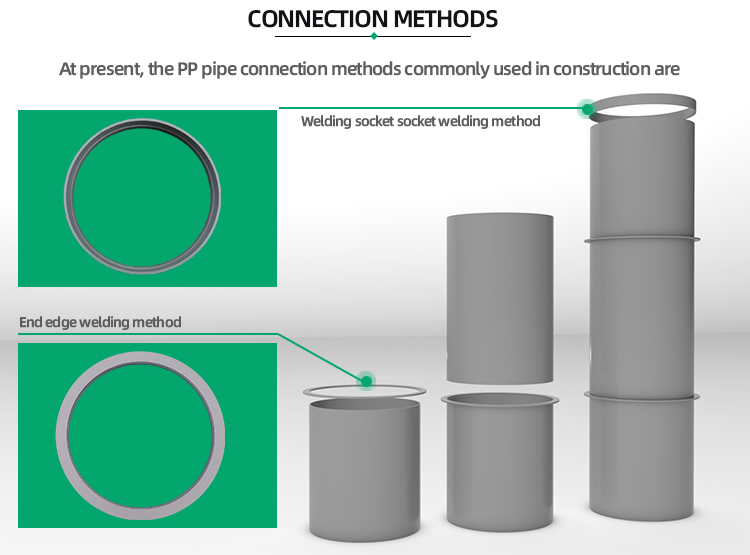
| Longitudinal seams | Zero. One continuous piece. | One weld per section, full length. Every weld is a potential leak path. |
| Wall thickness consistency | Mold-controlled: ±2-3% | Sheet-dependent: ±5-10% on sheet, plus thinning at weld |
| Circularity | Mold-controlled: near-perfect | Rolling-dependent: some ovality, especially at larger diameters |
| Production lead time | Mold exists: 10-20 days | No mold: 7-15 days |
| Cost at DN600-DN800 | Moderate tooling amortization | Lower per-unit, no tooling cost |
| Cost at DN900-DN1000 | Higher tooling cost per unit | Lower per-unit |
| Best for | Critical exhaust (zero-leak), negative pressure, long service life | Budget-driven, low-consequence, positive pressure or near-atmospheric |
The typical engineering judgment: if the duct carries hazardous or odorous exhaust, operates under negative pressure deeper than -300 Pa, or is installed in inaccessible locations where future repair would be expensive — injection-molded is worth the premium. If the duct carries non-hazardous general ventilation at near-atmospheric pressure with easy maintenance access — fabricated is adequate.
Support and Installation at Large Diameters
Large-diameter PP duct requires engineered support design. The duct itself is lightweight compared to steel (a DN1000 PP duct section weighs approximately 50-80 kg per 3-meter length vs 250-400 kg for equivalent steel), but the support system must account for PP’s higher thermal expansion coefficient:
- Thermal expansion compensation. PP expands approximately 0.15 mm per meter per degree Celsius. A 30-meter DN800 duct run with a 30degC temperature swing (from 10degC at night to 40degC during operation) expands 135 mm — over 13 centimeters. Without expansion joints or loops, this movement transfers to flange connections and equipment nozzles, causing gasket deformation, bolt loosening, and eventual leakage. We calculate the required expansion accommodation for your temperature profile and provide expansion joints at the correct intervals.
- Support spacing. Large-diameter duct spans require closer support spacing than small diameters due to the weight of the duct itself plus any condensate or particulate accumulation. For DN600-DN1000, typical support spacing is 1.5-2.5 meters, with supports positioned to avoid blocking flange access and to allow axial movement for thermal expansion. We provide a support schedule with every large-diameter duct order.
For connection details at these diameters, see our Air Duct Connections & Flanges page covering large-diameter flange kits and gaskets.
Send your large-diameter duct requirements to xicheng023@outlook.com. We’ll provide a complete engineering proposal with support and expansion recommendations. WhatsApp: +86 18927456906.



