



Specifications
- Angle: 90°
- Material: PP (polypropylene), UV-stabilized
- Connection: Socket weld / butt weld / flanged
- Size range: DN 50–600 mm (2″–24″)
- Temperature: -10 °C to 80 °C continuous
- Pressure: Up to 0.4 MPa at 20 °C (derate at higher temperatures)
- Standard: DVS 2204, DIN 16962
Typical Applications
- Exhaust duct direction changes in chemical scrubber systems, fume hood exhaust, and process ventilation
- PP ductwork for acid fume exhaust, plating shop ventilation, laboratory exhaust
- Recommended where 90° turns are needed with minimal turbulence and pressure drop
The Sharpest Turn in the System
A 90-degree elbow is the most common direction-change fitting in industrial ductwork — and the most abused. Every 90-degree turn adds pressure drop equal to 10-20 diameters of straight duct. Two 90-degree elbows in series can double a system’s pressure drop if placed too close together. Specifying the right elbow — injection-molded one-piece vs fabricated multi-segment, with or without turning vanes, with the correct radius-to-diameter ratio — directly affects how hard your fan works and how much energy your system consumes for its entire operating life.
Our 90-degree elbows are injection-molded as one continuous piece in PP, PVC, and PPS — the bend radius, both tangent ends, and the full 90-degree arc are formed in a single mold cycle. No welds at the tangent points (the highest-stress locations in an elbow), no internal weld beads creating turbulence, and consistent wall thickness around the entire bend. For full product specifications, see our PP Duct Elbow main page.
When to Use a 90 vs Two 45s
Two 45-degree elbows separated by a short straight section are aerodynamically superior to a single 90 — roughly 30-40% lower combined pressure drop. But they require more space. The decision is always space vs pressure drop:
| Installation Condition | Recommendation | Why |
|---|---|---|
| Tight equipment connection, no straight run possible | Single 90deg elbow | Space constraint makes two 45s impossible |
| Riser-to-horizontal transition with access space | Two 45deg elbows + 2-3D straight between | Lower pressure drop; straight section allows flow to re-stabilize before second turn |
| Duct running perpendicular to structural beam | Single 90deg elbow | Most direct path around obstruction |
| Fan discharge (high velocity, turbulent flow) | Single 90deg with turning vanes, or two 45s with straight section | Fan discharge flow profile is non-uniform — turning vanes or gentler turns prevent separation |
Where space permits, always prefer two 45s over one 90. Where space doesn’t permit, specify the best 90 you can — injection-molded with smooth internal radius, not fabricated from mitered segments.
hy Injection-Molded 90s Outperform Fabricated
A fabricated 90-degree elbow is typically made from three mitered segments (two 45-degree cuts), creating three internal weld beads at the miter joints. Each bead is a turbulence generator. Each miter joint is a potential leak path. Each joint has a stress concentration at the weld:
- Smooth internal radius — no miter joints. The internal surface of an injection-molded 90 is a continuous curve from inlet to outlet. No steps, no weld beads, no abrupt direction changes inside the bend. Airflow follows the curve smoothly. The pressure drop coefficient (K-factor) of a molded 90 is typically 0.3-0.5, compared to 0.5-0.8 for a 3-segment mitered 90 of the same diameter.
- No weld at the tangent. The tangent points — where the straight duct meets the bend — experience the highest bending moment from thermal expansion and system vibration. In a fabricated elbow, these points are welds. In an injection-molded elbow, they are continuous material with the same wall thickness as the rest of the bend.
- Uniform wall thickness through the bend. Bending a straight pipe to form a 90 thins the outer wall (extrados) and thickens or wrinkles the inner wall (intrados). Injection molding forms the bend geometry directly — wall thickness is mold-controlled and consistent throughout. The outer radius, which sees the highest flow velocity and erosion potential, has full design thickness.
90-Degree Elbow Applications by Diameter
| DN Range | Typical Use |
|---|---|
| DN15-DN50 | Instrument air lines, chemical dosing, individual exhaust drops at equipment |
| DN65-DN150 | Fume hood connections, lab bench exhaust, small process equipment connections |
| DN200-DN400 | Zone headers, building riser direction changes, scrubber inlet/outlet connections |
| DN500-DN1000 | Main exhaust trunk turns, large equipment connections, central system risers |
For 45-degree elbows (lower pressure drop where space permits), see our 45 Degree Duct Elbow page. For connection elbows used at equipment interfaces, see our Air Duct Connection Elbow page.
Send your duct layout to xicheng023@outlook.com. We’ll calculate system pressure drop including all elbows and recommend the right fittings. Duct system design follows principles consistent with OSHA 29 CFR 1910.94 for industrial exhaust ventilation, which requires that duct fittings maintain system design velocity and pressure characteristics throughout the operating range. WhatsApp: +86 18927456906.
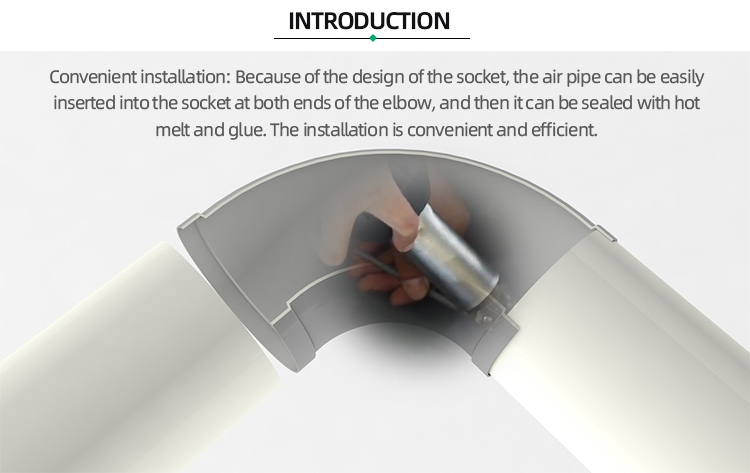
Installation Guide
PP elbows are joined using hot gas welding, butt fusion, or socket fusion depending on diameter. For DN 50–200 mm, socket fusion is recommended. For DN 200–600 mm, butt fusion is preferred.
- Butt fusion: Heating element temperature 210–230 °C. Bead-up pressure 0.2 MPa, fusion pressure 0.4 MPa. Cooling time 1 min per mm wall thickness.
- Socket fusion: Heating time 10–30 seconds depending on wall thickness. Insertion depth must meet DVS 2204 specification.
- Flanged connections: Use PP loose flanges with EPDM gasket for applications requiring disassembly.
Standard Dimensions
- DN 80 (3″): Centerline radius 110 mm, wall thickness 4.0 mm
- DN 150 (6″): Centerline radius 210 mm, wall thickness 5.0 mm
- DN 300 (12″): Centerline radius 450 mm, wall thickness 8.0 mm
- DN 500 (20″): Centerline radius 750 mm, wall thickness 10.0 mm

