
Introduction: The Acid Defines the System
A properly designed acid fume scrubber system matches its chemical engineering to the specific acid species in your exhaust — HCl dissolves almost instantly in water; H₂SO₄ generates significant heat on contact with moisture; and HF, a weak acid that resists full dissociation, demands a completely different chemical environment to be captured effectively. Walk through any metal finishing plant, battery recycling facility, or chemical processing unit, and you will find an acid fume scrubber system standing between corrosive exhaust and the atmosphere outside. Yet a surprising number of these systems are mismatched to the acid they are supposed to capture. The root cause is a simple oversight: plant engineers assume all mineral acids scrub the same way. They do not. This article moves from symptoms to root causes, showing how a properly configured acid fume scrubber system matches its design parameters to the specific chemistry of your exhaust stream — before a mismatched setup turns into an expensive liability.
For specifications and pricing, browse our product catalog.
Key Takeaways
- HCl is the easiest of the three to scrub — dissolves completely in water at pH 7–9, but its chloride ions will pit SS304 within 18 months.
- HF is the hardest — weak acid behavior demands pH 10–12, and it chemically attacks glass, ceramic, and FRP, leaving PP as the only reliable shell material.
- H₂SO₄ generates exothermic heat on water contact — pre-quenching and temperature-rated internals are non-negotiable.
- PP construction eliminates the material failure mode for all three acids: 300% better corrosion resistance than SS304, 2× longer service life than FRP, and about $80,000 saved over 10 years vs stainless steel.
- Design to EU BREF BAT-AEL limits (1–10 mg/Nm³ HCl, 0.1–1 mg/Nm³ HF) even if your local permit is looser — retrofitting later costs multiples of building it right the first time.
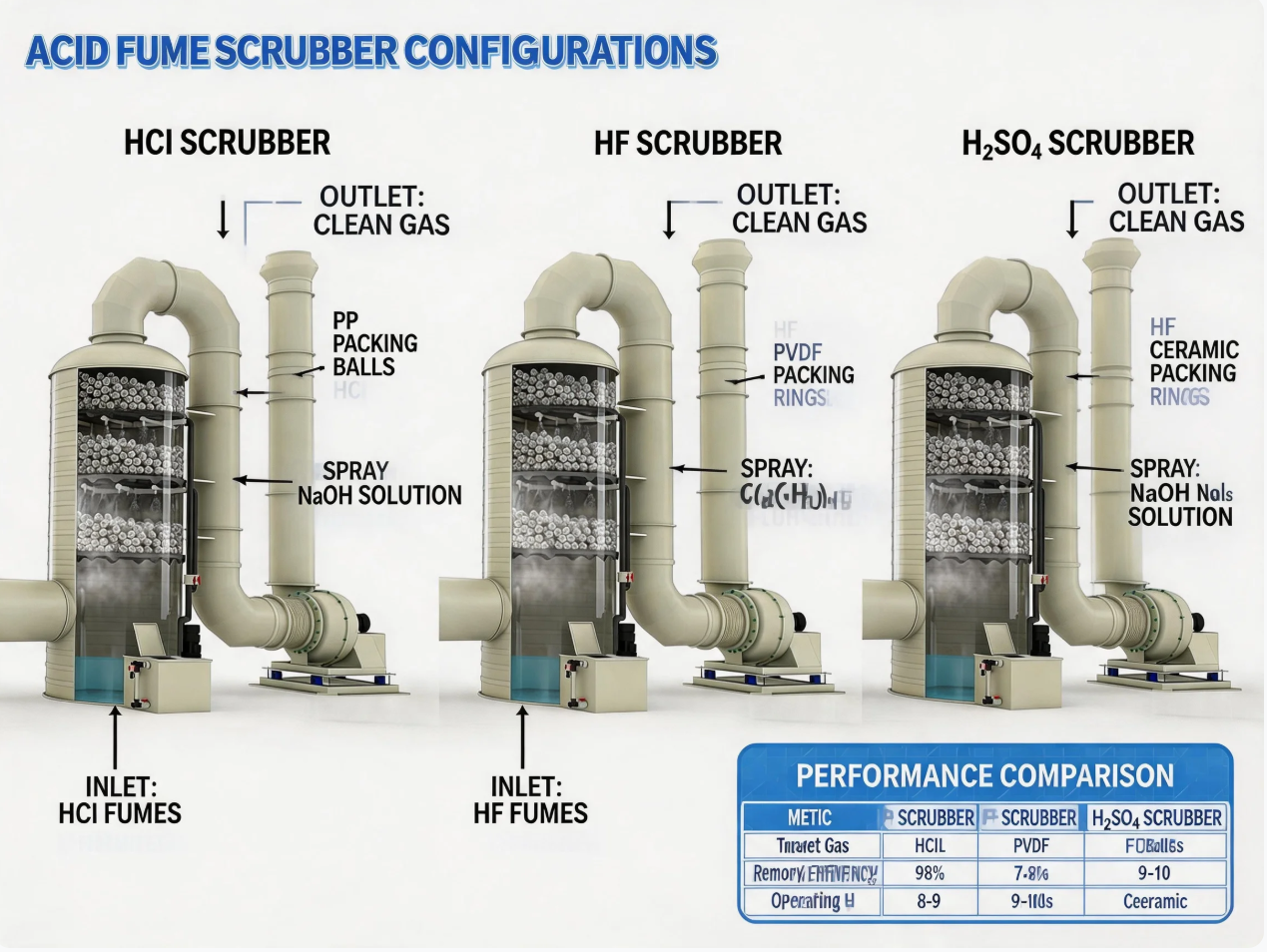
Not All Acids Are Equal: HCl, HF, and H₂SO₄ Side by Side
Every meaningful decision in acid fume scrubber design flows from one question: which acid species is in your gas stream? The three most common industrial acid fumes behave differently at the molecular level, and those differences ripple through every component specification in your acid fume scrubber system.
HCl: The Most Common Industrial Acid Challenge
Hydrogen chloride gas dissolves into water almost instantly — it dissociates completely into H⁺ and Cl⁻ ions, making it the easiest of the three to capture in a packed bed. A caustic scrubbing solution at pH 7–9 handles HCl with ease, typically achieving 95–99% removal in a single stage. The catch is not the chemistry — it is what those chloride ions do to metal. Cl⁻ is the most aggressive pitting agent in industrial exhaust, systematically destroying the chromium oxide passive layer on stainless steel. This is why a correctly designed acid fume scrubber system for HCl service must separate the chemistry (easy) from the material selection (demanding PP). For a deep dive into HCl scrubbing chemistry and system sizing, see our complete acid scrubber design guide.
HF: A Completely Different Beast
Hydrogen fluoride is a weak acid — only a fraction of dissolved HF molecules split into H⁺ and F⁻ ions at any moment. To push the reaction forward, the scrubbing liquid must sit at pH 10–12, far more alkaline than what HCl requires. This means higher caustic consumption, tighter pH control, and zero tolerance for the set-and-forget approach. Worse, HF dissolves silicon dioxide — the backbone of glass, ceramic, and FRP reinforcement — forming soluble fluorosilicates. A fiberglass scrubber on HF service loses structural integrity within 2–3 years as the acid eats through the glass fiber reinforcement. PP contains no silicon, no glass, and no metal, making it one of the few materials that faces HF at scrubber temperatures with complete chemical indifference. HF deserves its own dedicated section later in this article, and the OSHA HF permissible exposure limit of 3 ppm (ceiling) underscores why getting this right matters.
H₂SO₄: Heat, Mist, and Material Stress
Sulfuric acid and its anhydride SO₃ present a dual challenge. First, H₂SO₄ dissolution in water is strongly exothermic — the temperature spike inside the packed bed can soften PP internals if the gas is not pre-quenched. Second, SO₃ reacts with moisture in the air to form a submicron acid mist that behaves more like a particulate than a gas, slipping past standard packed beds. A properly designed acid fume scrubber system for H₂SO₄ service includes a quench section upstream of the packed bed and a high-efficiency mist eliminator downstream. PP media rated for sustained 80°C operation handles the thermal load without softening, unlike PVC or lower-grade thermoplastics that can deform under the combined heat and acid attack.
| Design Parameter | HCl (Hydrochloric) | HF (Hydrofluoric) | H₂SO₄ (Sulfuric) |
|---|---|---|---|
| Behavior in Water | Dissociates completely — easiest to capture | Partial dissociation only — weak acid behavior | Full dissociation with significant heat release |
| Scrubbing Liquid Requirement | NaOH at pH 7–9 | NaOH at pH 10–12, or KOH where fluoride recovery matters | NaOH or hydrated lime; quench section recommended |
| Packing Media Selection | PP pall rings or structured sheet | PP only — HF dissolves silica, so glass and ceramic are forbidden | PP media rated for sustained 80°C |
| Shell Material | PP — 300% better than SS304 | PP mandatory — HF eats through FRP and attacks titanium | PP preferred; 316L SS acceptable for pure streams only |
| Watch-Outs | Chloride ions initiate pitting in any stainless grade | Fluoride-laden wastewater needs separate treatment | Exothermic reaction can soften internals if gas is not pre-quenched |
When a single exhaust stream carries two or three of these acids together — a daily reality in electroplating shops and lithium battery recyclers — a single-stage acid fume scrubber system becomes a chemical compromise. The pH that captures HCl leaves HF largely untouched. The pH that handles HF wastes caustic on HCl. The solution is a multi-stage configuration where each loop operates at its own pH setpoint, optimized for one acid group. Our PP packed bed scrubbers can be arranged in series with independent chemical dosing per stage. For a broader view of scrubber types across different gas cleaning applications, see our overview of gas scrubber types for corrosive service.
Emission Limits Your System Must Hit — By Region
A scrubber is only as good as its outlet numbers. Yet many project specifications for an acid fume scrubber system are written around vague phrases like “meets local requirements” without pinning down what those numbers actually are. The table below pulls together the specific emission thresholds that govern acid fume scrubber design across the regions where our customers operate. If you are buying a system today, aim for the tightest applicable standard. Limits only tighten over time, and retrofitting a scrubber for deeper removal is far more disruptive than building it right the first time.
| Region / Standard | HCl Limit | HF Limit | H₂SO₄ / SO₃ Limit |
|---|---|---|---|
| U.S. EPA (NESHAP 40 CFR 63) | 0.5–2.0 kg/hr or 20 ppmv (source-dependent) | 0.15–0.5 kg/hr | 0.15–0.5 kg/hr or 20 ppmv |
| EU BREF / BAT-AEL | 1–10 mg/Nm³ | 0.1–1 mg/Nm³ | 1–10 mg/Nm³ (reported as SO₃) |
| India CPCB | 20 mg/Nm³ | 5 mg/Nm³ | 50 mg/Nm³ (SO₃ mist) |
| Philippines DENR / Thailand PCD | 10–30 mg/Nm³ | 2–5 mg/Nm³ | 30–50 mg/Nm³ |
Notice the gap between EU BREF and current Indian norms: for HCl, the difference is up to 20-fold. If even a possibility exists that your market will demand EU-level performance in the next five years, specify your acid fume scrubber system to those tighter values now. Adding a meter of packing height at the factory costs a fraction of tearing open a working scrubber to rebuild it later. The EPA NESHAP for HCl production facilities and the EU Industrial Emissions Directive (2010/75/EU) provide the regulatory frameworks that any defensible compliance program must address, regardless of which continent you operate on.
The Material Question Science Has Already Answered
Stainless steel 304 fails predictably in acid fume service — not from some mysterious manufacturing defect, but from a well-understood corrosion mechanism. The metal protects itself with a chromium oxide film, nanometers thick, that stays intact only as long as the surrounding environment remains non-aggressive. Introduce chloride ions from HCl mist, and that film breaks down at scattered points. Each breakdown site becomes a tiny anode, surrounded by a large cathodic area — the perfect geometry for rapid pitting. Once a pit initiates, the solution trapped inside grows steadily more acidic than the bulk scrubbing liquid, feeding the attack.
PP vs SS304: The Pitting Timeline in HCl Service
Based on field observations across hundreds of installations: pitting corrosion becomes visible within 12–18 months under continuous HCl exposure at scrubber operating temperatures (50–80°C). Through-wall perforations — allowing untreated acid gas to bypass the scrubbing zone entirely — generally appear between 18 and 24 months. The timeline shortens if the exhaust also contains H₂SO₄ or HF. This is not a defect rate; it is a material incompatibility fixed by switching from metal to polymer. PP contains no metal to oxidize, no passive layer to breach, and no grain boundaries for chloride ions to exploit. A PP acid fume scrubber system shell is, in effect, a single continuous piece — every seam is homogeneously welded from identical PP stock, leaving zero interfaces for chemical attack. The OSHA HCl ceiling limit of 5 ppm becomes impossible to guarantee when the scrubber housing itself is perforated — a compliance risk that PP eliminates from the moment of installation.
PP vs FRP: The 7-Year Delamination Wall
Fiberglass-reinforced plastic (FRP) scrubbers face a different failure mode: the resin matrix that holds the glass fibers together slowly hydrolyzes under sustained acid exposure, particularly at the liquid-vapor interface. After 7–10 years, the structural layers begin to delaminate, and UV exposure accelerates surface degradation unless protective coatings are reapplied every 2–3 years. In HF service, FRP fails much faster — the acid attacks the glass fibers themselves, leaving behind unsupported, brittle resin. PP contains no glass reinforcement to attack. Its UV-stabilized grades require no recoating, and its homogeneous wall structure cannot delaminate because there are no layers to separate. For the full financial impact of these material differences, see our complete breakdown of scrubber lifetime costs.
Ten-Year Costs, Three Materials, One Clear Winner
Upfront pricing distorts most scrubber purchasing decisions because it hides the expenses that arrive in years three, five, and eight. The model below is drawn from actual project close-out data for a 10,000 CFM acid fume scrubber system processing mixed HCl and H₂SO₄ exhaust. The numbers reflect real invoices for energy, water, maintenance labor, and — where applicable — complete vessel replacement.
| Cost Category (10 Years) | PP Scrubber | SS304 Scrubber | FRP Scrubber |
|---|---|---|---|
| Initial Capital | $68,000 | $65,000 | $62,000 |
| Vessel Rebuilds / Replacement | $0 | $48,000 (full replacement at year 5) | $25,000 (structural repair and recoating) |
| Fan Energy (10-year cumulative) | $35,600 | $43,200 | $41,500 |
| Water & Wastewater Disposal | $30,400 | $38,000 | $39,000 |
| Maintenance Labor & Materials | $29,500 | $49,200 | $36,500 |
| Total 10-Year Cost | $163,500 | $243,400 | $204,000 |
A PP-based acid fume scrubber system costs roughly $3,000 more on day one than stainless steel. Over the decade that follows, it saves nearly $80,000 — an 18-month payback on the incremental investment. The energy savings come from PP’s smooth internal surfaces generating lower pressure drop, and the maintenance savings come from eliminating weld repairs, recoating, and mid-life rebuilds. To generate a cost projection for your specific airflow and acid concentration, use our PP scrubber sizing guide with built-in cost model.
Regulatory Trends That Will Shape Your Next System Purchase
Three shifts are quietly rewriting the specification sheet for acid fume scrubber systems worldwide.
First, continuous emission monitoring is spreading from North America and Europe into markets where periodic stack testing was the norm. India’s CPCB is currently piloting CEMS mandates. The EU’s 2027 Industrial Emissions Directive update will extend CEMS requirements to many medium-sized plants. In practical terms, your acid fume scrubber system must now include dedicated sampling ports positioned per standard reference methods, and its shell must remain absolutely leak-tight — because a pinhole upstream of a CEMS probe produces data that looks like a compliance violation whether or not the stack is actually over the limit.
Second, the global HF regulatory trajectory is bending sharply downward. The lithium battery recycling boom has put HF emissions under a spotlight that did not exist five years ago. The EU’s BAT-AEL for HF now reaches as low as 0.1 mg/Nm³ — fifty times tighter than some Southeast Asian limits that are themselves under active revision. For scrubber operators in the battery supply chain, the writing is clear: specify your acid fume scrubber system for HF removal at the EU level now, or face a mandatory retrofit in three to five years.
Third, acid gas scrubbers are increasingly being asked to pull double duty as carbon capture contactors. This means taller packed beds, different solvent chemistries, and a vessel material that tolerates both acidic flue gas and CO₂-saturated amine solutions without degradation. PP already meets that requirement, making a well-designed acid fume scrubber system a future-ready investment that will not need replacement when carbon pricing reaches your sector.
What Makes HF Different — And Why It Deserves Its Own Section
Hydrogen fluoride breaks the design rules that work perfectly well for hydrochloric and sulfuric acids. As a weak acid, HF hangs onto its proton in solution — only a fraction of the dissolved molecules split into reactive ions at any given moment. To push the reaction forward and actually capture the gas, the scrubbing liquid must sit at pH 10–12, a much harsher alkaline environment than the pH 7–9 that handles HCl effortlessly. This means more caustic, tighter pH control, and zero room for the kind of set-and-forget approach that works for simpler acid streams.
Why HF Eats Through Materials Other Acids Leave Alone
HF’s unique danger is its ability to dissolve silicon dioxide — the chemical backbone of glass, ceramic, and the glass fibers inside FRP. The reaction HF + SiO₂ → H₂SiF₆ + H₂O converts solid structural material into water-soluble fluorosilicates that wash out of the matrix. Put a fiberglass scrubber on an HF-bearing exhaust line, and the acid will consume the structural reinforcement within two to three years, leaving behind a shell of brittle, unsupported resin. PP contains no silicon, no glass, and no metal — it is a pure hydrocarbon polymer that faces HF at scrubber temperatures with complete chemical indifference. This is not a performance advantage; it is a binary requirement. For HF, there is no alternative to PP in the shell and internals.
Fluoride Wastewater: The Downstream Problem HF Creates
Capturing HF is only half the battle. The fluoride-laden wastewater that exits the scrubber cannot be discharged untreated — fluoride ions are toxic to aquatic life at concentrations above 1.5 mg/L in most jurisdictions. The standard treatment method is calcium salt precipitation: adding lime (Ca(OH)₂) or calcium chloride to the blowdown precipitates fluoride as insoluble CaF₂, which can be settled and filtered. A properly designed acid fume scrubber system accounts for this downstream cost from the start — the blowdown volume, fluoride concentration, and treatment chemical consumption are predictable once the inlet HF loading is known. Our scrubber water treatment reference covers the full blowdown management strategy, and the acid scrubber maintenance guide explains how to prevent the fluoride scaling that can blind packing over time.
Send us your acid gas composition and target emission limits. Our process engineers will specify the correct acid fume scrubber system for your chemistry — with a written performance guarantee and factory-direct pricing. Get Your Custom System Design →
Frequently Asked Questions
Which of the three common acid gases is most difficult to scrub?
HF, without question. Because it only partially dissociates in water, it demands a scrubbing liquid maintained at pH 10–12 — significantly more alkaline than what HCl requires. On top of that, HF aggressively attacks glass and FRP by dissolving their silicon dioxide content, leaving PP as one of the very few materials that can handle it over a full equipment lifetime. HCl is the easiest of the three, dissolving rapidly even in plain water at pH 7–9.
What emission standard should I design my acid fume scrubber to meet?
Use the EU BREF BAT-AEL numbers — 1–10 mg/Nm³ for HCl, 0.1–1 mg/Nm³ for HF — as your design baseline, even if your local permit currently allows higher values. The cost difference between building an acid fume scrubber system to EU levels now versus retrofitting a working scrubber later is measured in multiples. The global trend line points unmistakably toward tighter limits, and the regulatory section above explains why CEMS is making this gap impossible to hide.
How long does stainless steel actually last in HCl scrubbing duty?
Based on field observations across hundreds of installations: pitting corrosion becomes visible within 12–18 months under continuous HCl exposure at scrubber operating temperatures. Through-wall perforations generally appear between 18 and 24 months. This timeline shortens if the exhaust stream also contains H₂SO₄ or HF. PP construction eliminates this failure mode entirely because there is no metal to corrode.
Can a single scrubber tower handle mixed HCl and HF exhaust?
It can, but not in a single pass with one pH setting. The chemical demands of HCl and HF conflict — HCl wants moderate alkalinity (pH 7–9), HF demands high alkalinity (pH 10–12). A multi-stage acid fume scrubber system with independent pH control per loop solves this. Each stage targets one acid group at its optimal pH, so neither acid is sacrificed. Separate dosing pumps and pH probes per stage are the minimum instrumentation required.
What drives the total lifetime cost of an acid fume scrubber more than anything else?
Mid-life vessel replacement. A stainless steel acid fume scrubber system in acid service will need a complete new shell within five years — an expense that often reaches 70% of the original purchase price. PP eliminates this event entirely, which is why the 10-year total is roughly a third lower despite the marginally higher initial capital outlay. The TCO table above breaks down every line item from actual project close-out data.
For more detailed specifications and pricing, visit our industrial acid fume scrubber page.
Conclusion
An acid fume scrubber system is a chemical processing unit before it is anything else — a compliance tool, a safety device, a line item on a maintenance budget. Its design must answer to the specific acid or mixture of acids flowing through it, the emission numbers written into the local permit, and the material realities of what happens when hot, corrosive gas meets metal day after day. PP construction eliminates the material question entirely — 300% better corrosion resistance than SS304, a 2× longer service life than FRP, and 40% lower maintenance — leaving engineering focus where it belongs: on the chemistry and configuration that will keep your system within limits for the next fifteen years. Send us your exhaust analysis, and we will return a complete system specification with a performance guarantee, at factory-direct pricing.
Get Your Custom Acid Fume Scrubber System Design →
Written by our senior chemical process engineer, whose decade-plus career has been spent designing acid fume scrubbing systems for electroplating, lithium battery recycling, semiconductor fabrication, and chemical processing plants across three continents. Every chemistry recommendation and cost figure in this article is drawn from the documented outcomes of our 500+ completed installations.